Appelez-nous aujourd'hui!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)
-500x360.png)
-500x360.png)








Appelez-nous aujourd'hui!+86 18055583040|admin@zymtcnc.com
-500x360.png)
Presse Plieuse
4+1+2 Axes
-500x360.png)
Presse Plieuse
2D 4+1+2 Axes

Presse Plieuse
3D 6-8 Axes

Presse Plieuse
Tandem
-500x360.png)
Presse Plieuse
Gros Tonnage

Presse plieuse
NC

Presse plieuse
Servo NC

Voir plus
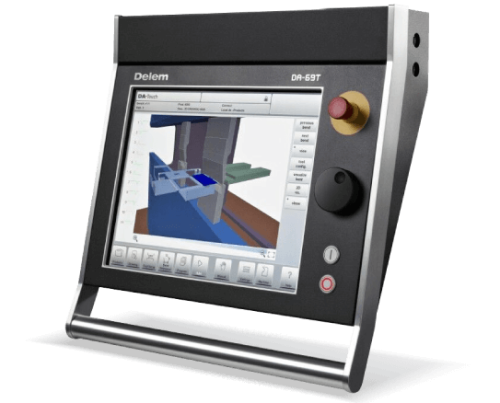
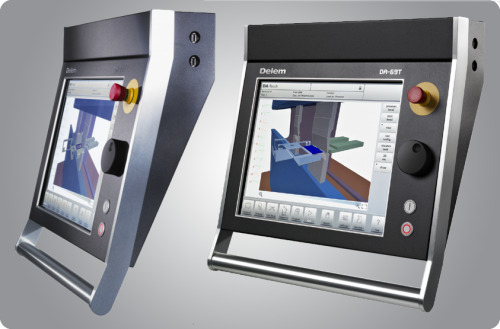
CNC Control System
Apprendre encore plus
Back Gauge Modification
Apprendre encore plus
Tools
Apprendre encore plus
Autres options pour les presses plieuses
Apprendre encore plus
How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
Voir plus
Le rail de guidage du curseur de la presse plieuse NC doit être lubrifié une fois par jour. Généralement, avant de démarrer la presse plieuse NC, le curseur est en position de point mort bas. Lubrifiez une fois le rail de guidage du curseur, puis nettoyez et lubrifiez la vis à billes et le guide linéaire une fois par semaine. Lubrifiez les rails de guidage et les vis des autres pièces coulissantes. Après que la nouvelle machine a fonctionné pendant six mois, vous devez remplacer l'huile hydraulique anti-usure n° 46 ou n° 32.
Élément filtrant haute pression, remplacez l'huile hydraulique et l'élément filtrant haute pression une fois par an. Vérifiez chaque mois si la connexion entre le cylindre et le curseur est desserrée. Si la courroie de distribution du gabarit arrière est desserrée ou non, vérifiez l'écart entre le rail longitudinal et le rail latéral chaque mois et ajustez-le à temps.
1. Impossible de revenir à vide, ce qui peut être un problème de paramètre ou une défaillance hydraulique ; 2. L'angle de la pièce n'est pas à la hauteur de la valeur définie ; 3. L'angle de la pièce a dépassé la valeur définie.
1. Ajustez les paramètres de la pièce de pliage de l'axe Y, et les paramètres de pliage doivent être ajustés en fonction du débogage réel. Le gain partiel est trop petit, le curseur ne se pliera pas ou ne se pliera pas correctement, un curseur trop grand tremblera et les paramètres doivent être ajustés pour que le curseur ne tremble pas lorsque l'action est effectuée, et le gain doit être aussi grand que possible. . Ou bien la polarisation des vannes gauche et droite dans le programme de diagnostic n'est pas bien réglée, un axe Y trop petit ne peut pas être mis en place, un axe Y trop grand ne peut pas se décharger ; En cas de panne hydraulique, vérifier la pression principale et vérifier si la vanne PV S5 est toujours en position puissance.
2. Il est possible que le gain du paramètre défini pour la partie courbée de l'axe Y soit faible et puisse être augmenté de manière appropriée ; ou que la pression ne soit pas suffisante, analysez-en la raison : raison de la programmation ou du signal, raison de la partie hydraulique. Les raisons de programmation incluent principalement la sélection du moule, l'épaisseur de la plaque, le matériau, la longueur de la pièce, la méthode de pliage, etc. Les raisons hydrauliques incluent principalement si la pompe à huile fuit à l'intérieur, si la soupape de pression proportionnelle est polluée ou endommagée, si le noyau du filtre est bloqué, et si le pétrole a été pollué.
3. Principalement pour des raisons de programmation et de fonctionnement, vérifiez les procédures programmées.

Presse plieuse hydraulique CNC sans avancement des travaux : 1. Vanne PV, signal de contrôle ou nettoyage ; 2. Si un seul côté ne progresse pas... ;

Mauvaise dissipation de la chaleur causée par l'accumulation de saleté. Si le radiateur ou le refroidisseur du système hydraulique est recouvert de saleté et de débris, cela affectera grandement l'effet de dissipation thermique...

1.Lorsque la presse plieuse CNC revient à l'origine, l'axe de retour se déplace d'abord vers la direction de l'origine avec la vitesse de mouvement rapide définie par les paramètres...
Le rail de guidage du curseur de la presse plieuse NC doit être lubrifié une fois par jour. Généralement, avant de démarrer la presse plieuse NC, le curseur est en position point mort bas...