Appelez-nous aujourd'hui!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)
-500x360.png)
-500x360.png)









Appelez-nous aujourd'hui!+86 18055583040|admin@zymtcnc.com
-500x360.png)
Presse Plieuse
4+1+2 Axes
-500x360.png)
Presse Plieuse
2D 4+1+2 Axes

Presse Plieuse
3D 6-8 Axes

Presse Plieuse
Tandem
-500x360.png)
Presse Plieuse
Gros Tonnage

Presse plieuse
NC

Presse plieuse
Servo NC

Voir plus
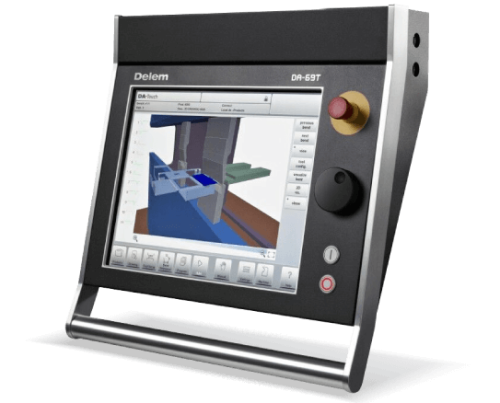
CNC Control System
Apprendre encore plus
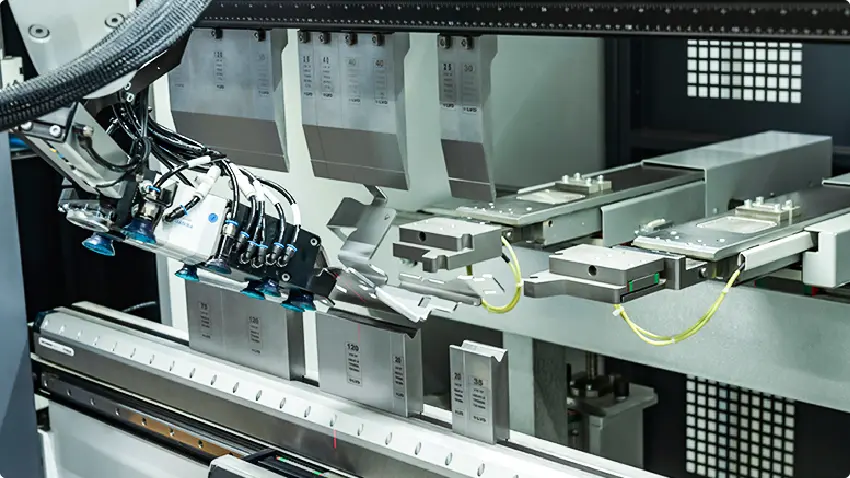
Back Gauge Modification
Apprendre encore plus
Tools
Apprendre encore plus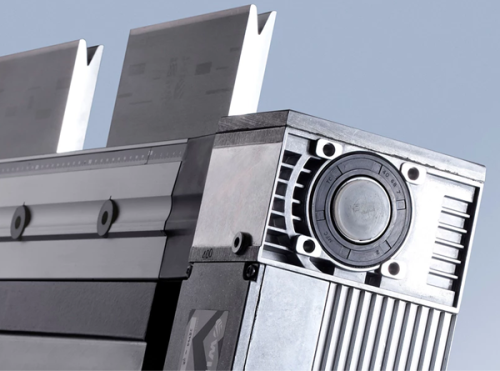
Autres options pour les presses plieuses
Apprendre encore plus
How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
Voir plus
1.Lorsque la presse plieuse CNC revient à l'origine, l'axe de retour se déplace d'abord vers la direction de l'origine avec la vitesse de mouvement rapide définie par les paramètres ; Lorsque le bloc de décélération appuie sur le commutateur de réduction d'origine, l'arbre d'origine de retour décélère jusqu'à la vitesse de positionnement lente du point de référence définie par les paramètres du système et avance. Lorsque le commutateur de décélération est relâché, le système NC commence à détecter le point de grille ou l'impulsion zéro de l'encodeur. Lorsque le système détecte le premier point de grille ou l'impulsion zéro, le moteur s'arrête immédiatement de tourner et la position actuelle est le zéro de la machine.
2.NC Press Brake revient d'abord à l'axe d'origine avec la vitesse de déplacement rapide définie par le paramètre. Lorsque le bloc de décélération est enfoncé sur le commutateur de décélération d'origine, l'arbre de retour zéro décélère jusqu'à la vitesse de positionnement du point de référence lente définie par les paramètres du système et se déplace dans la direction opposée. Lorsque le commutateur de décélération est relâché, le système NC commence à détecter le point de grille ou l'impulsion zéro du codeur. Lorsque le système détecte le premier point de grille ou l'impulsion zéro, le moteur s'arrête immédiatement de tourner et la position actuelle est le zéro de la machine.
3.NC Press Brake revient d'abord à l'axe d'origine avec la vitesse de déplacement rapide définie par le paramètre. Lorsque le bloc de décélération est enfoncé sur le commutateur de décélération d'origine, l'arbre de retour zéro décélère jusqu'à la vitesse de positionnement lente du point de référence définie par les paramètres du système. , et se déplace dans la direction opposée. Lorsque le commutateur de décélération est relâché, l'axe de retour s'inverse à nouveau. Lorsque l'interrupteur de décélération est à nouveau enfoncé, revenez à l'arbre zéro pour trouver la vitesse d'impulsion nulle à exécuter, le système Press Brake NC commence à détecter le point de grille de l'encodeur ou l'impulsion zéro ; Lorsque le système détecte le premier point de grille ou l'impulsion zéro, le moteur arrête immédiatement de tourner et la position actuelle est le zéro de la machine CNC de la presse plieuse.
4. Lorsque l'axe de retour de la presse plieuse CNC reçoit le signal de retour zéro, il se déplace vers la direction fixe à une vitesse lente à la position actuelle. Dans le même temps, le système CNC commence à détecter le point de grille ou l'impulsion zéro du codeur. Lorsque le système détecte le premier point de grille ou l'impulsion zéro, le moteur s'arrête immédiatement de tourner et la position actuelle est le zéro de la machine.

Presse plieuse hydraulique CNC sans avancement des travaux : 1. Vanne PV, signal de contrôle ou nettoyage ; 2. Si un seul côté ne progresse pas... ;

Mauvaise dissipation de la chaleur causée par l'accumulation de saleté. Si le radiateur ou le refroidisseur du système hydraulique est recouvert de saleté et de débris, cela affectera grandement l'effet de dissipation thermique...

1.Lorsque la presse plieuse CNC revient à l'origine, l'axe de retour se déplace d'abord vers la direction de l'origine avec la vitesse de mouvement rapide définie par les paramètres...
Le rail de guidage du curseur de la presse plieuse NC doit être lubrifié une fois par jour. Généralement, avant de démarrer la presse plieuse NC, le curseur est en position point mort bas...