Call Us Today!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)











Call Us Today!+86 18055583040|admin@zymtcnc.com
-500x360.png)
Press Brake
4+1+2 Axis
-500x360.png)
Press Brake
2D 4+1+2 Axis

Press Brake
3D 6-8 Axis

Press Brake
Tandem
-500x360.png)
Press Brake
Large Tonnage

Press Brake
NC

Press Brake
NC Servo

View More
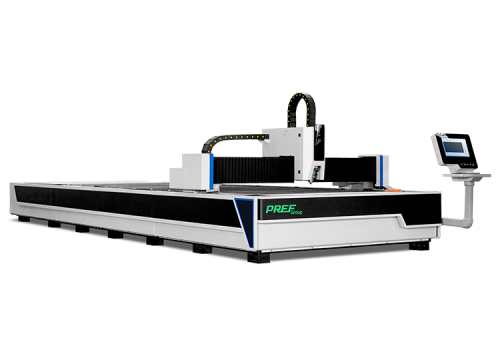
Laser Cutting
Single Table
-500x360.png)
Laser Cutting
Tube & Plate
Laser Cutting
Double Exchange Platform
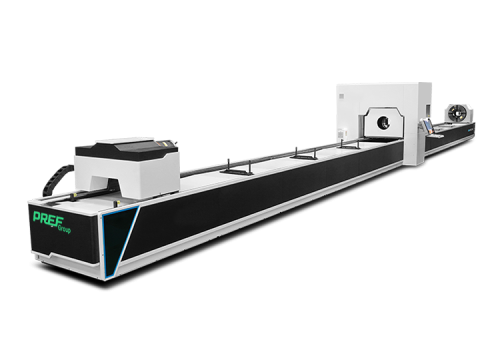
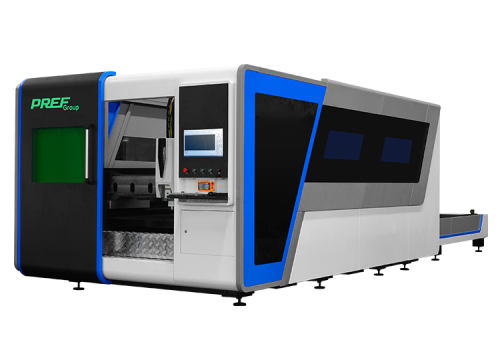
Laser Cutting
Tube Cutter
-500x360.png)
Laser Welding
Handheld Type

How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
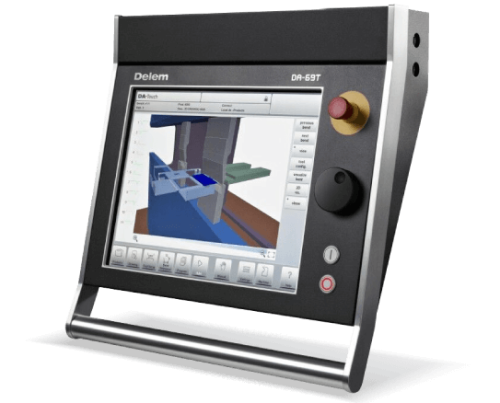
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
View More

Using a press brake involves a series of steps to bend metal sheets effectively and safely. Here's a breakdown of the basic procedure:
Always consult the specific machine's operator manual for detailed instructions and safety guidelines before operating a press brake. Proper training and adherence to safety protocols are paramount.
In sheet metal processing, bending process is a common […]

Ⅰ. Bending materials I. Material type 1. Different mate […]

I. What is press brake Press brake is a machine th […]

Design and planning: Fully consider the purpose of the bending machine, the type and thickness range of the processed material, the required accuracy and bending angle, and other factors to carry out careful design. Use computer-aided design (CAD) software to create a detailed three-dimensional model to simulate the operation and performance of the machine.

Be familiar with the bending process: understand the bending characteristics, bending angles and size requirements of different materials, which will help set programming parameters more accurately.

Fault 1: Inaccurate bending angle Reason: mold wear, incorrect bending parameter setting, inconsistent material thickness. Solution: Replace the worn mold; recheck and correctly set the bending parameters; ensure that the thickness of the material used is uniform. For example, if the mold is worn, you may need to replace a new mold of the same specification. If the parameter setting is incorrect, such as the pressure setting is too small, you need to increase the pressure value appropriately according to the material properties and bending requirements.

Laser cutting machine consumable replacement typically involves several key components, and the general steps and precautions are as follows:

Using a press brake involves a series of steps to bend metal sheets effectively and safely. Here's a breakdown of the basic procedure:

CNC hydraulic press brake without work progress: 1. PV valve, check signal or clean; 2. If single-side no progress... ;
Set processing size and quantity in advance prior to processing a specification of products. When the number of processing sheet reach to the prescribed quantity, the machine will not normally work as longer...

Poor Heat Dissipation Caused by Dirt Accumulation. If the radiator or cooler of the hydraulic system is covered with dirt and debris, it will greatly affect the heat dissipation effect...
Commonly used press brake dies. V-shaped die: this shape of die is similar to the alphabet V, and is used to form a v-shaped bending on the metal sheet...

1.When CNC Press Brake moves back to the origin, the return axis first moves to the direction of the origin with the rapid movement speed set by the parameters...