Ligue para nós hoje!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)










Ligue para nós hoje!+86 18055583040|admin@zymtcnc.com
-500x360.png)
Prensa Freio
4+1+2 Eixo
-500x360.png)
Prensa Freio
2D 4+1+2 Eixo

Prensa Freia
3D 6-8 Eixos

Pressione o freio
Tandem
-500x360.png)
Prensa dobradeira de grande tonelagem

Pressione o freio
NC

Prensa Freia
NC Servo

Veja mais
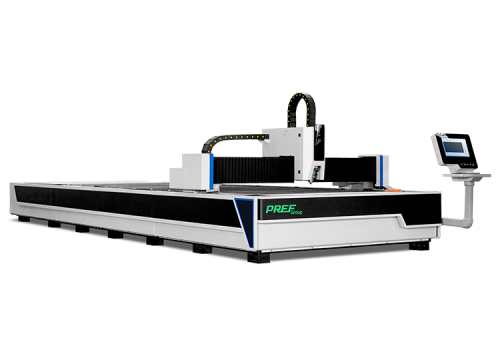
Corte a Laser em Mesa Única
-500x360.png)
Corte a laser de tubo e placa
Corte a Laser
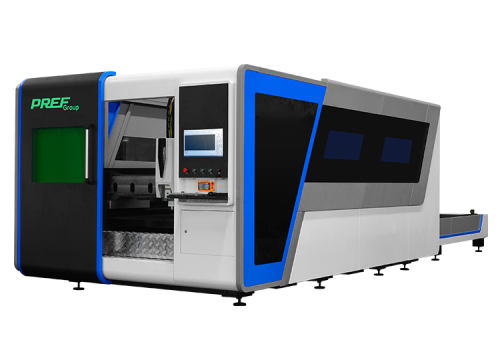
Plataforma Dupla Troca
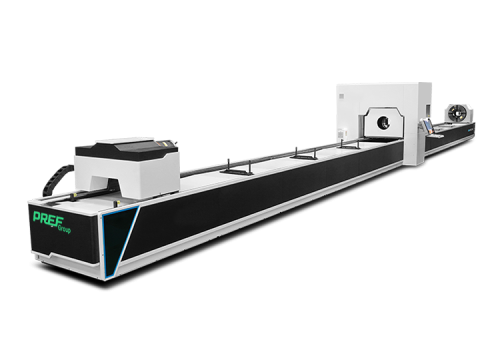
Corte a laser e cortador de tubo
-500x360.png)
Soldagem a laser
tipo portátil

How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
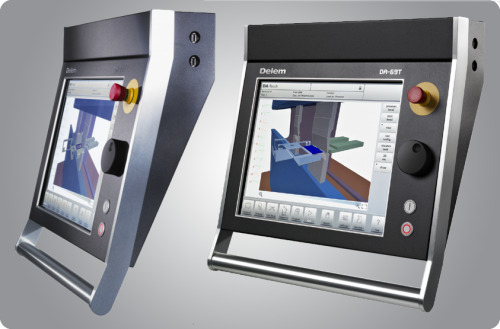
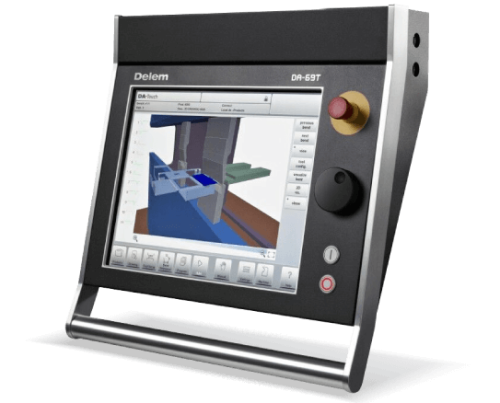
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
Veja mais
O trilho-guia do controle deslizante NC Press Brake deve ser lubrificado uma vez por dia. Geralmente, antes de iniciar a máquina dobradeira NC, o controle deslizante está na posição de ponto morto inferior. Lubrifique o trilho-guia do controle deslizante uma vez e limpe e lubrifique o parafuso esférico e a guia linear semanalmente. Lubrifique os trilhos-guia e os parafusos das outras peças deslizantes. Depois que a nova máquina estiver funcionando por meio ano, você deverá substituir o óleo hidráulico antidesgaste nº 46 ou nº 32.
Elemento do filtro de alta pressão, substitua o óleo hidráulico e o elemento do filtro de alta pressão uma vez por ano. Todo mês deve verificar se a conexão entre o cilindro e o controle deslizante está frouxa. Se a correia dentada do backgauge está frouxa ou não, verifique a folga entre o trilho longitudinal e o trilho lateral todos os meses e ajuste-a a tempo.
1.Sem carga não pode retornar, o que pode ser um problema de parâmetro ou falha hidráulica;2.O ângulo da peça não está dentro do valor definido;3.O ângulo da peça excedeu o valor definido
1.Ajuste os parâmetros da peça de dobra do eixo Y e os parâmetros de dobra devem ser ajustados de acordo com a depuração real. O ganho parcial é muito pequeno, o controle deslizante não dobrará ou não dobrará corretamente, o controle deslizante muito grande irá tremer e os parâmetros devem ser ajustados para fazer com que o controle deslizante não trema quando a ação for executada, e o ganho deve ser o maior possível. . Ou o viés da válvula esquerda e direita no programa de diagnóstico não está bem definido, o eixo Y muito pequeno não pode ser colocado no lugar, o eixo Y muito grande não pode descarregar; Em caso de falha hidráulica, verifique a pressão principal e verifique se a válvula fotovoltaica S5 está sempre na posição de potência.
2.É possível que o ganho do parâmetro definido para a parte dobrada do eixo Y seja pequeno e possa ser aumentado adequadamente; ou a pressão não seja suficiente, analise o motivo: motivo de programação ou o sinal, motivo da parte hidráulica. Os motivos de programação incluem principalmente a seleção do molde, espessura da placa, material, comprimento da peça, método de dobra, etc. Os motivos hidráulicos incluem principalmente se a bomba de óleo está vazando no interior, se a válvula de pressão proporcional está poluída ou danificada, se o núcleo do filtro está bloqueado, e se o petróleo foi poluído.
3. Principalmente por motivos de programação e operação, verifique os procedimentos programados.

Prensa dobradeira hidráulica CNC sem progresso de trabalho: 1. Válvula PV, sinal de verificação ou limpeza; 2. Se não houver progresso de um lado... ;

Má dissipação de calor causada por acúmulo de sujeira. Se o radiador ou refrigerador do sistema hidráulico estiver coberto com sujeira e detritos, isso afetará muito o efeito de dissipação de calor...

1.Quando o CNC Press Brake volta para a origem, o eixo de retorno primeiro se move para a direção da origem com a velocidade de movimento rápido definida pelos parâmetros...
O trilho-guia do controle deslizante NC Press Brake deve ser lubrificado uma vez por dia. Geralmente, antes de iniciar a máquina dobradeira NC, o controle deslizante está na posição de ponto morto inferior...