Позвоните нам прямо сейчас!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)










Позвоните нам прямо сейчас!+86 18055583040|admin@zymtcnc.com
-500x360.png)
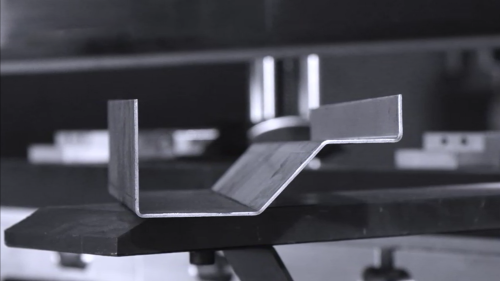
Гибочный станок с <br> 4+1+2 осями
-500x360.png)
Гибочный станок с
2D 4+1+2 осями

Гибочный станок
Ось 3D 6-8

Гибочный станок
с двумя механизмами навески
-500x360.png)
Гибочный станок
Крупнотоннажный

Гибочный станок
Тип NC

Гибочный станок
Сервопривод с NC

Подробнее
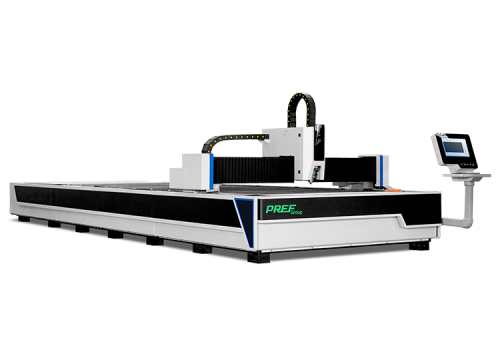
Лазерная резка
Одиночная столешница
-500x360.png)
Лазерная резка
Комплексные пластины и трубки
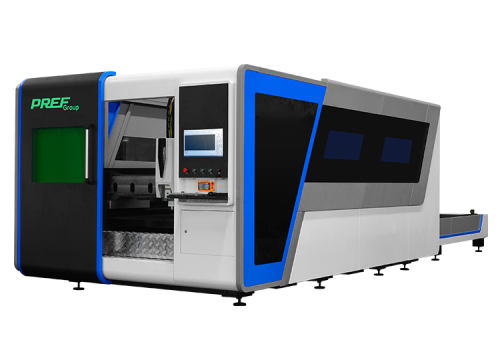
Лазерная резка
Рабочая платформа обмена
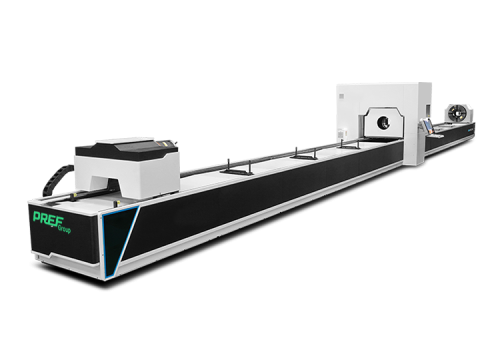
Лазерная резка
для труб
-500x360.png)
Лазерная сварочная машина
Ручной

How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
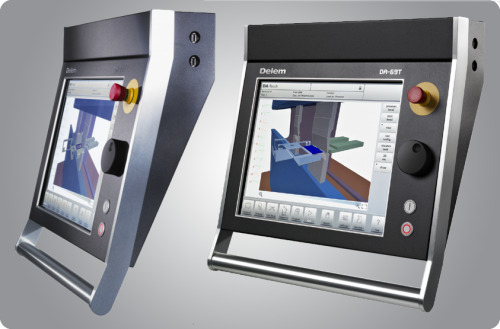
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
Подробнее
Когда количество обрабатываемых листов достигнет заданного количества, машина обычно не будет работать дольше, в этом случае вы можете сбросить параметры обработки или переключить машину в режим временной резки. Листогибочный пресс с ЧПУ является своего рода широко используемым оборудованием в производстве и обслуживании машиностроения. В условиях устойчивого и быстрого роста экономики Китая растет спрос общества на различные виды листового металла, а также высокие требования к точности и эффективности обработки листов.
Листогибочный пресс с ЧПУ широко используется для гибки тонких листов. С постепенным развитием и расширением промышленной мощи спрос на листогибочный пресс с ЧПУ также постепенно увеличивается, однако в результате увеличения спроса на рынок поступают некоторые машины неравномерного качества, что напрямую влияет на бесперебойность производства, так как же выбрать высококачественный листогибочный пресс? Нанкин Клаус CNC Machinery CO., LTD. теперь выдвинул несколько рекомендаций, основанных на их многолетнем опыте, для справки при покупке гибочного пресса с ЧПУ.
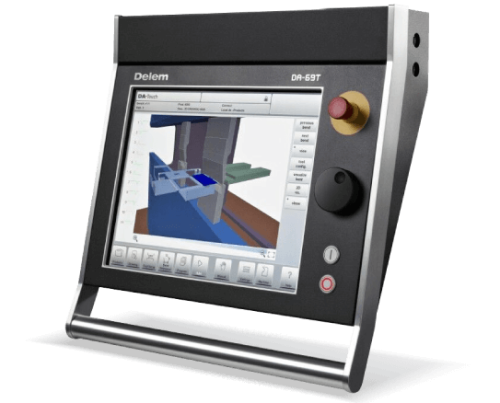
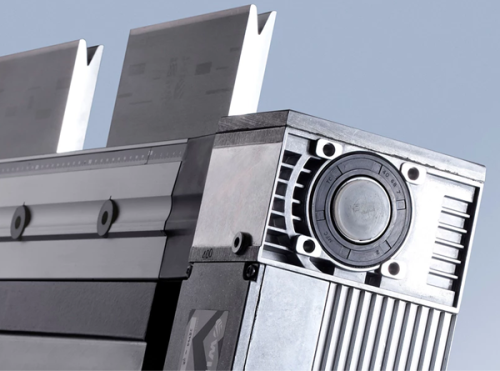
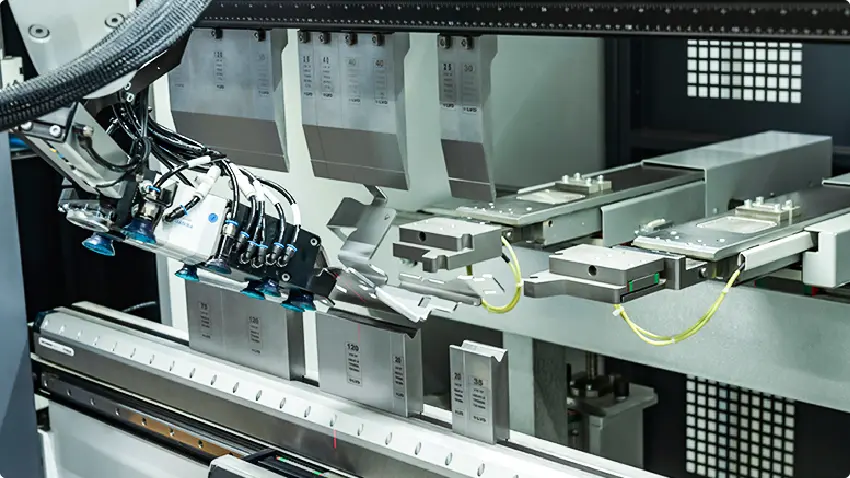
Специальный контроллер ЧПУ производства голландской компании Delem, решетчатая линейка, гидравлический клапан и серводвигатели импортируются. Электронно-гидравлическая пропорциональная сервосинхронизация, параллельность 0,02 мм с высокой устойчивостью к частичной нагрузке, ход плунжера (Y1, Y2), задний упор (X, R, Z) автоматически контролируется компьютером. Задний упор оснащен шариковым винтом и роликовой направляющей, чувствителен и надежен, обеспечивает более высокую точность перемещения.
In sheet metal processing, bending process is a common […]

Ⅰ. Bending materials I. Material type 1. Different mate […]

I. What is press brake Press brake is a machine th […]

Design and planning: Fully consider the purpose of the bending machine, the type and thickness range of the processed material, the required accuracy and bending angle, and other factors to carry out careful design. Use computer-aided design (CAD) software to create a detailed three-dimensional model to simulate the operation and performance of the machine.

Be familiar with the bending process: understand the bending characteristics, bending angles and size requirements of different materials, which will help set programming parameters more accurately.

Ошибка 1: Неправильный угол изгиба. Причины: износ пресс-формы, неправильная настройка параметров гибки и непостоянная толщина материала. Решение: Заменить изношенные формы, перепроверить и правильно настроить параметры гибки, обеспечить равномерную толщину используемых материалов. Например, если форма изношена, может потребоваться заменить ее новой формой той же спецификации. Если настройка параметра неверна, например, настройка давления слишком мала, вам необходимо соответствующим образом увеличить значение давления в соответствии с характеристиками материала и требованиями к изгибу.

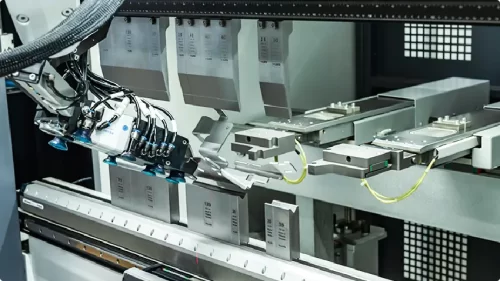
Замена расходных материалов станка для лазерной резки обычно включает в себя несколько ключевых компонентов. Общие этапы и меры предосторожности следующие:

Использование листогибочного пресса включает в себя ряд шагов для эффективной и безопасной гибки металлических листов. Вот разбивка основной процедуры:

Гидравлический листогибочный пресс с ЧПУ без хода работы: 1. PV клапан, проверьте сигнал или очистите; 2. Если в одностороннем порядке прогресса нет... ;
Заранее задайте размер и количество обработки, прежде чем обрабатывать спецификацию продуктов. Когда количество обрабатываемых листов достигнет заданного количества, машина обычно не будет работать дольше...

Плохая теплоотдача, вызванная скоплением грязи. Если радиатор или охладитель гидравлической системы покрыты грязью и мусором, это сильно повлияет на эффект отвода тепла...
Обычно используемые штампы листогибочного пресса. V-образная матрица: эта форма матрицы похожа на букву V и используется для формирования V-образного изгиба металлического листа...

1. Когда листогибочный пресс с ЧПУ возвращается в исходное положение, ось возврата сначала перемещается в направлении исходного положения с быстрой скоростью движения, заданной параметрами...