Позвоните нам прямо сейчас!+86 18055583040|admin@zymtcnc.com

-500x360.png)
-500x360.png)
-500x360.png)










Позвоните нам прямо сейчас!+86 18055583040|admin@zymtcnc.com
-500x360.png)
Гибочный станок с <br> 4+1+2 осями
-500x360.png)
Гибочный станок с
2D 4+1+2 осями

Гибочный станок
Ось 3D 6-8

Гибочный станок
с двумя механизмами навески
-500x360.png)
Гибочный станок
Крупнотоннажный

Гибочный станок
Тип NC

Гибочный станок
Сервопривод с NC

Подробнее
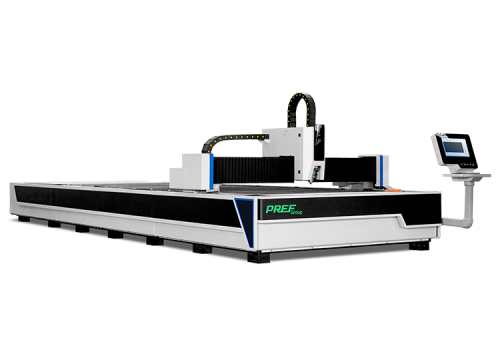
Лазерная резка
Одиночная столешница
-500x360.png)
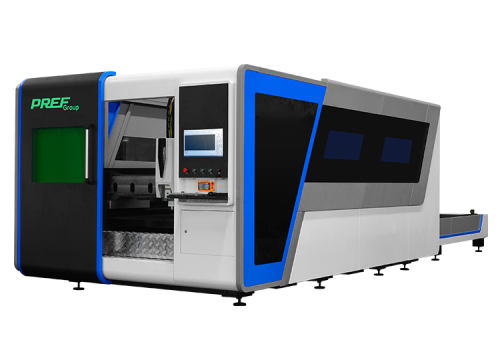
Лазерная резка
Комплексные пластины и трубки
Лазерная резка
Рабочая платформа обмена
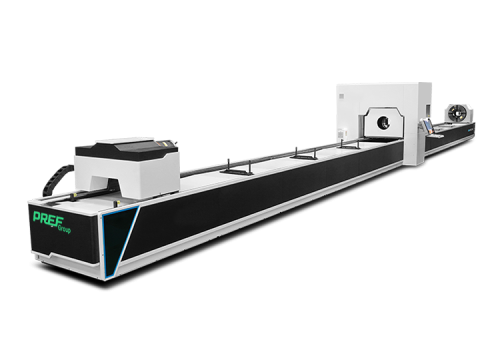
Лазерная резка
для труб
-500x360.png)
Лазерная сварочная машина
Ручной

How to correctly choose a bending machine in the bridge industry
How to determine the pressure of the bending machine according to processing requirements
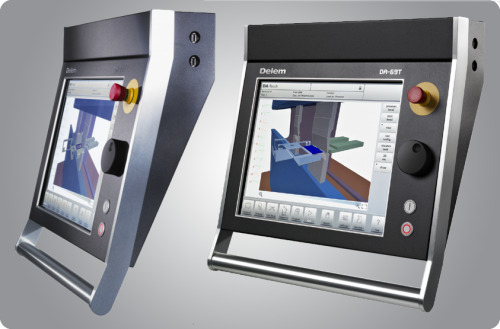
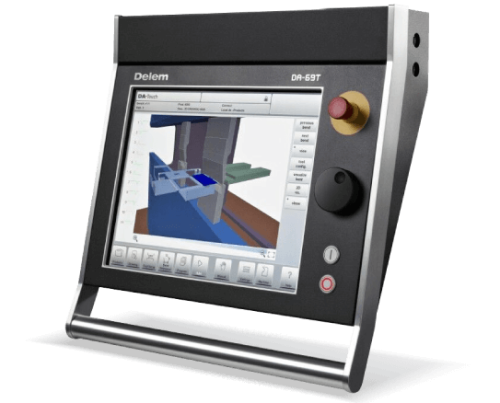
How to choose the CNC system of the bending machine

Why does the bending machine need to process the frame as a whole?

The difference between CNC bending machine and NC bending machine
Подробнее
Направляющую ползунка листогибочного пресса с ЧПУ необходимо смазывать один раз в день. Обычно перед запуском листогибочного станка с ЧПУ ползунок находится в положении нижней мертвой точки. Смажьте направляющую ползунка один раз, а также еженедельно очищайте и смазывайте шариковый винт и линейную направляющую. Смажьте направляющие и винты других скользящих частей. После того как новая машина проработает полгода, необходимо заменить противоизносное гидравлическое масло №46 или №32.
Фильтрующий элемент высокого давления. Заменяйте гидравлическое масло и фильтрующий элемент высокого давления один раз в год. Ежемесячно следует проверять, не ослаблено ли соединение между цилиндром и ползуном. Ослаблен или нет ремень ГРМ заднего упора, каждый месяц проверяйте зазор между продольной и боковой направляющими и вовремя регулируйте его.
1. Отсутствие нагрузки не может вернуться, что может быть связано с проблемой параметров или отказом гидравлики; 2. Угол заготовки не соответствует заданному значению; 3. Угол заготовки превысил заданное значение.
1. Отрегулируйте параметры изгибаемой детали по оси Y, параметры изгиба должны быть отрегулированы в соответствии с фактической отладкой. Частичное усиление слишком мало, ползунок не складывается или не складывается должным образом, слишком большой ползунок будет дрожать, и параметры следует настроить так, чтобы ползунок не дрожал при выполнении действия, а усиление должно быть как можно большим. . Или смещение левого и правого клапана в диагностической программе настроено неправильно, слишком маленькую ось Y невозможно поставить на место, слишком большую ось Y невозможно разгрузить; В случае неисправности гидравлики проверьте основное давление и убедитесь, что клапан PV S5 всегда находится в положении мощности.
2. Возможно, что коэффициент усиления параметра для изгибающей части оси Y мал и может быть увеличен соответствующим образом; или давление недостаточно, проанализируйте причину: причину программирования или сигнал, причину гидравлической части. Причины программирования в основном включают выбор формы, толщину пластины, материал, длину заготовки, метод гибки и т. д. Гидравлические причины в основном включают в себя утечку масляного насоса внутри, загрязнение или повреждение пропорционального клапана давления, блокировку сердечника фильтра, и было ли масло загрязнено.
3. Проверьте запрограммированные процедуры в основном по причинам программирования и эксплуатации.

Гидравлический листогибочный пресс с ЧПУ без хода работы: 1. PV клапан, проверьте сигнал или очистите; 2. Если в одностороннем порядке прогресса нет... ;

Плохая теплоотдача, вызванная скоплением грязи. Если радиатор или охладитель гидравлической системы покрыты грязью и мусором, это сильно повлияет на эффект отвода тепла...

1. Когда листогибочный пресс с ЧПУ возвращается в исходное положение, ось возврата сначала перемещается в направлении исходного положения с быстрой скоростью движения, заданной параметрами...
Направляющую ползунка листогибочного пресса с ЧПУ необходимо смазывать один раз в день. Обычно перед запуском листогибочного станка с ЧПУ ползунок находится в положении нижней мертвой точки...